採掘用途に使用される摩耗板は、摩耗と衝撃に同時に耐える必要があります。従来から硬化肉盛溶接に使用されている材料は、両方の要求を十分に満たすことができないか、できても非常に高価です。そのため、より多くのメーカーがMetco Joining & Cladding独自の硬化肉盛溶接材料に期待しています。



採掘用途に使用される摩耗板は、摩耗と衝撃に同時に耐える必要があります。従来から硬化肉盛溶接に使用されている材料は、両方の要求を十分に満たすことができないか、できても非常に高価です。そのため、より多くのメーカーがMetco Joining & Cladding独自の硬化肉盛溶接材料に期待しています。
課題: 現在のタングステンカーバイド(WC)系材料を用いたソリューションは耐摩耗性の要求を満たしていますが、極度の衝撃応力には耐えられず、また、非常に高価です。
クロムカーバイド肉盛溶接(CCO)は、材料コストは低いものの、十分な耐摩耗性は得られず、また耐衝撃性も非常に低いです。同様に重要なのは、CCOは、GMAWやBMAWプロセスの使用時に生じる高希釈率に対処するように設計されていません。したがって、CCOが提供できる最高の性能を実現するには、1層あたり5〜7mm(0.20〜0.28インチ)の厚さで被覆した最大3層のCCOが必要です。しかし、これでも要求性能を十分に満たしていません。
そのため、今日のメーカーは、ほとんどの場合、焼入焼戻しされた摩耗板を使用せざるを得ません。これはコストが安く、耐衝撃性は良好です。しかし、耐摩耗性は極めて低いです。
必要な耐摩耗性を実現するためには、板を極端に厚くする必要があります。その結果、重量が増加し、装置の性能が低下します。また、燃料消費量が増加するだけでなく、稼働中の部品の摩耗が進み、耐久性が低下します。
当社のソリューション:これに対し、同じプロセスで被覆したMetco Joining & Cladding材料は、厚さ5~10mm(0.20~0.40インチ)で1層だけ被覆すれば、耐摩耗性と耐衝撃性の両方の要件を満たす硬化肉盛溶接ができます。
当社の革新的な材料は、プロセス時間の短縮で価値を高めます。さらに、優れた肉盛溶接を実現するために必要な材料使用量を減らすことで、WCやCCO肉盛溶接よりもはるかに費用対効果の高いソリューションとなっています。s.
|
GMAW/オープンアーク溶接の主要材料
GMAW/オープンアーク溶接の主要材料
|
PTAおよびレーザークラッド用主要材料
|
* オープンアーク溶接では適用できません

Metco8226を施工したディッパーショベルは、1700時間の使用で摩耗が少なく、衝撃による損傷もありませんでした。

当社がコンピューターにより新開発した鉄系溶接合金は、複合クロムカーバイドよりも優れた性能を発揮し、タングステンカーバイドベースの材料と同等の性能を発揮しながら、比類ない耐衝撃性を実現します。
さらなる利点は、最初の溶接層を1層適用した時点で性能を満たすことです。これは他の溶接材料と比べると非常に大きな利点と言えます。他の溶接材料は性能を満たすために最大3層まで必要であり、その結果、材料使用量やコストが大幅に増加する可能性があるからです。

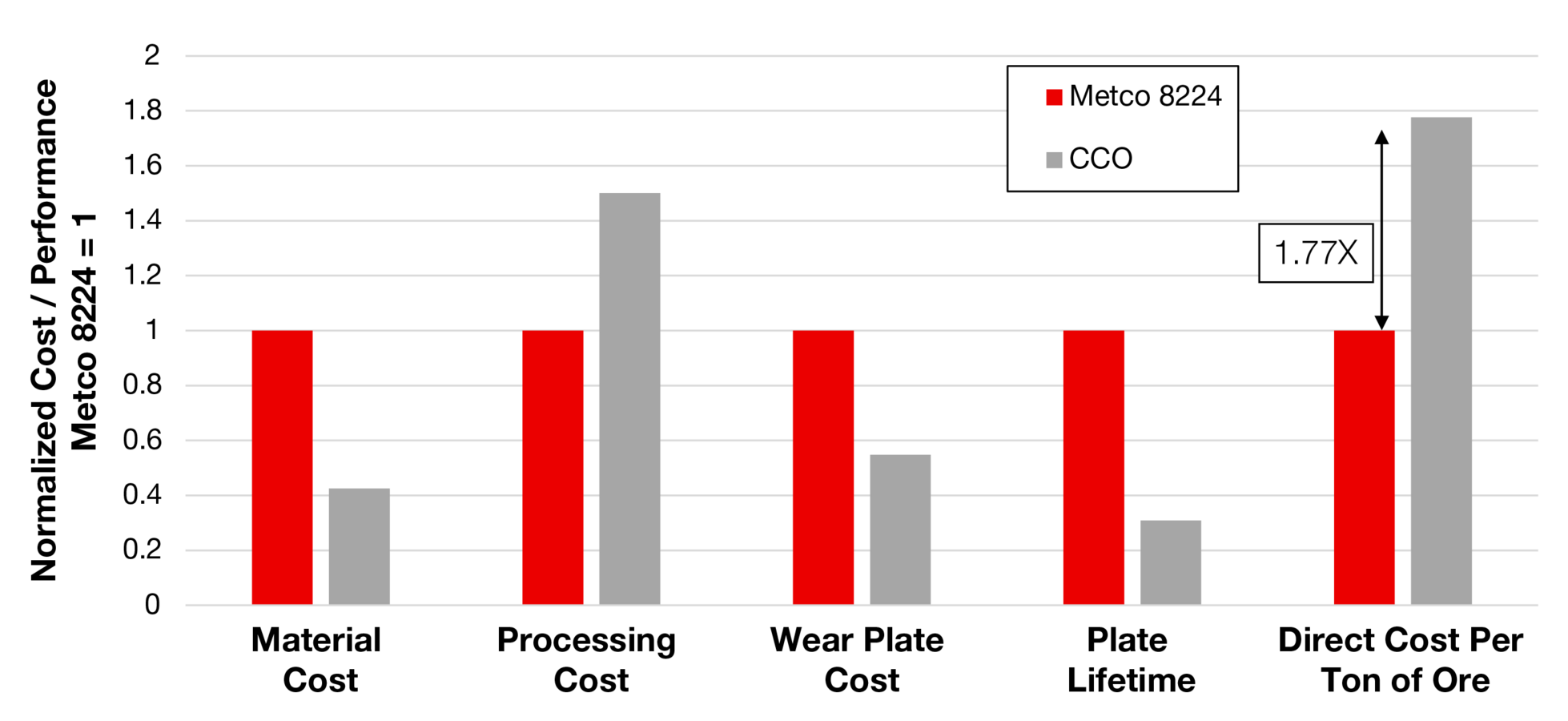
厚さ12mm(0.47インチ)の摩耗板の上で、Metco8224の厚さ8mm(0.3インチ)の被覆は4500時間以上使用でき、950万トン(1,050万米国トン)の鉱石を処理しました。
それに対して、CCOの厚さ17mm(0.67インチ)の被覆は1400時間以下しか持ちこたえず、処理した鉱石量は350万トン(390万米国トン)でした。これは、硬化肉盛溶接の厚みの単位で比較すると、処理鉱石量の6倍以上に相当します。