采矿应用中所使用的耐磨板必须既能承受磨损,又能抵抗冲击。传统上用于硬面堆焊的材料要么无法充分满足这两个要求,要么非常昂贵。因此,越来越多的制造商依赖 Metco Joining & Cladding 独特的硬面堆焊合金。



采矿应用中所使用的耐磨板必须既能承受磨损,又能抵抗冲击。传统上用于硬面堆焊的材料要么无法充分满足这两个要求,要么非常昂贵。因此,越来越多的制造商依赖 Metco Joining & Cladding 独特的硬面堆焊合金。
您的挑战: 尽管当前的碳化钨 (WC) 解决方案可以满足抗磨蚀能力的要求,但它们不能承受极端的冲击应力,而且成本很高。
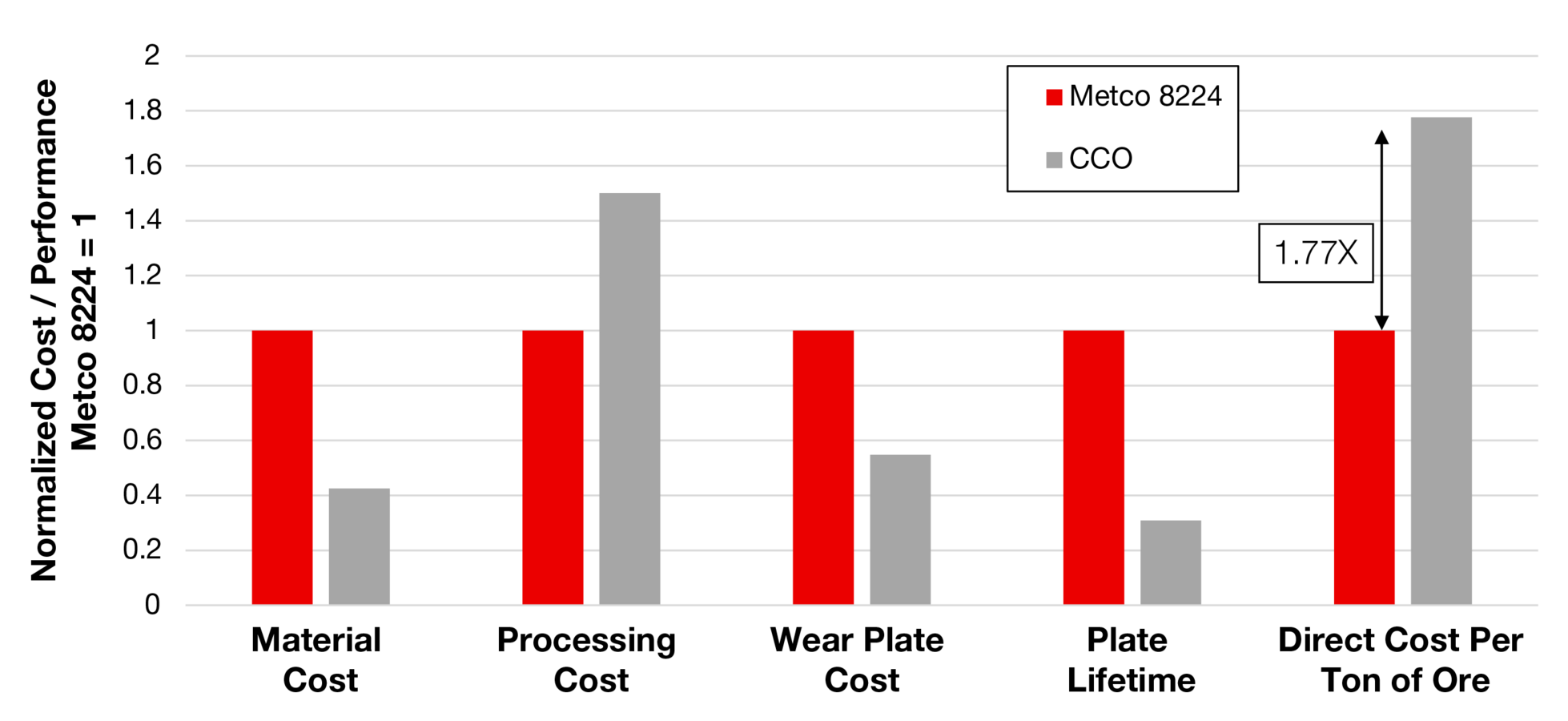
碳化铬覆层 (CCO) 的材料成本虽低,但不能提供足够的抗磨蚀能力,而且抗冲击性也很低。
同样重要的是,CCO 沉积物并非设计用来应对因使用 GMAW 或 BMAW 工艺而产生的高稀释率。
因此,需要多达三层的 CCO,以每层沉积厚度为 5 到 7 mm(0.20 至 0.28 英寸),才可实现 CCO 所能提供的最佳性能。然而尽管如此,仍不能完全满足性能要求。
于是,现今的制造商大多依靠淬火和回火工艺处理的耐磨板。尽管它们价格便宜,也能提供良好的抗冲击性,但却只提供微乎其微的抗磨蚀能力。为了实现所期望的抗磨蚀能力,耐磨板必须非常厚,这却会因重量的增加而降低设备性能。通过减少加工时间来创造价值的创新材料通过减少加工时间来创造价值的创新材料通过减少加工时间来创造价值的创新材料通过减少加工时间来创造价值的创新材料您的挑战:因此,这不仅导致更高的燃料消耗,而且还增加了操作部件的磨损并缩短了使用寿命。
我们的解决方案:相比之下,采用相同工艺沉积的 Metco Joining & Cladding 材料仅需沉积 5 到 10 mm(0.20 至 0.40 英寸)厚的一层即可提供符合耐磨性和耐冲击性要求的硬面堆焊覆层。
公司的创新材料通过节省加工时间与减少所需材料以实现优异的覆层来提供价值,从而使其比 WC 或 CCO 覆层更具成本效益。
|
主要 GMAW/明弧焊接材料
主要 GMAW/明弧焊接材料
|
主要 PTA 和激光熔覆材料
|
* 不能用于明弧焊接

使用 1700 小时后,涂覆有 Metco 8226 的挖掘铲斗的磨损较小,且无冲击损坏。

公司通过合金计算开发工艺而研发出的全新铁基焊接合金的性能优于复杂的碳化铬,与碳化钨基的材料相似,并且提供了无与伦比的耐冲击性。
此外还有一个优势就是:这些材料只需喷涂在第一层焊接层上便可满足其设计的性能特性,这是一项举足轻重的优势,因为对于其它种类的焊接材料而言,要喷涂多达三层的焊接层才能满足等同的性能,显著增加了重量和成本。

12 mm(0.47 英寸)厚的耐磨板喷涂 8 mm(0.3 英寸)厚的 Metco 8224 涂层后,持续作业超过 4500 小时,共处理了 950 万公吨(1050 万美制吨)的矿石。
与此相比,喷涂了 17 mm(0.67 英寸)厚的 CCO 涂层的耐磨板仅持续作业不到 1400 小时,共处理了 350 万公吨(390 万美制吨)的矿石。相当于每毫米硬面堆焊处理后可加工的矿石翻了 6 倍。